
联系人:孙先生
电话:0574-55846306 / 0574-55846307
手机:18868918868
邮箱:sunquan198@163.com
传真:0574-55846308
地址:宁波市北仑新碶街道岭南工业区前焦路198号
阿里巴巴网址:shop1450529086289.1688.com

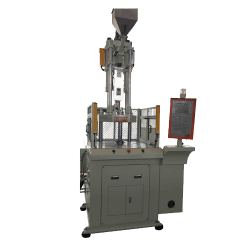
一、为什么同一种塑胶,同一种注塑工艺规范,在同一种立式注塑机型号规格同样,但射胶有时稳定,有时不稳定,是机械设备的难题吗?这个问题是很多大师傅都碰到的难题。下面总结好多个层面:
1、注意机器设备电脑上观察压力趋势图,看一下压力是不是稳定?
2、制作工艺基本参数控制参数处于临界状态(熔化不大好)
3、占有率,输出差别,
4、检查机吧挤出机螺杆及过射橡胶圈,射嘴内是否有不干净的东西
5、检验实际电加热器.温度的差别
6、机器设备与机正中间零件毁坏不一样
7、操作工与操作工中间实际操作的速率区别
8、油泵压力,骨架密封检查
二、在立式注塑机射胶时噪音十分大,在清洗设备台挤出机螺杆脏物后面并涂上油后能好过一段时间但又会出现
1、多听听清楚是什么声响?是不是里边的油太脏?
2、可能是注塑机挤出机螺杆与料筒不一样枢轴造成 的,注入液压油缸有木有变形!
3、射缸座台的前后左右晃动
三、机械设备射胶压力不足
1、油气分离器网是否堵住,泵吸油遇阻
2、注入油缸骨架密封己坏
3、检查系统压力,小泵压力
4、占有率压力,占有率流量输出检查
四、立式注塑机机械设备溢胶十几天左右难题不断出现请教如何处理?
1、如果是每副模具都是这样的话那就是射台没校准.
2、是射嘴和模具结合面的地域溢胶.
3、商品经济生产加工急时可用一张小纸条(一般的纸盒子纸)垫在射嘴与模具进料口正中间。
4、模具进胶口套看一下有木有磨缺.好将射嘴的弧形生产制造一下有利于与模具的匹配.
5、大部分因为射台动过造成 射嘴与模嘴未对正或者上模时未装正模具或不用精准定位圈造成 溢胶.
6、检查立式注塑机的射嘴和模具斜面R角匹配吗,射嘴口检查.
7、注入或干固,上料转换时座台回后退吗射台油缸骨架密封检查.



 浙公网安备33020602001527号
浙公网安备33020602001527号
 淘宝旺旺
淘宝旺旺
